






钣金加工工艺简介
钣金加工是一种将金属平板(厚度通常在 0.15 毫米至 10 毫米之间)制成各种形状的部件和结构的工艺. The stock materials...
继续阅读我们提供金属切割和折弯服务,帮助客户进行钣金部件加工。自动化切割工艺可保证成品部件的高精度和高质量。可根据客户需求,对所有部件进行喷涂、热处理等后期加工。

可同时导入不同部件的多种设计,生成单个报价。详细的成本预估将在一分钟时间内显示在屏幕上。

首先,选择您需要的制造工艺。然后,有130多种材料(包括金属和塑料)及一系列表面处理和认证服务可供选择。

选择所需的选项后,您只需确认订单,并在安全支付平台上进行支付。工程师将对您的设计进行分析。

短短几天后,您订购的部件,就会直接配送到您填写的收货地址。您可在个人账户中随时跟踪包裹的物流进度。

Xometry 将新型切割、折弯、冲孔技术与自动化技术相结合,提供钣金服务的实时报价,并将于 10 个工作日之内完成部件制造。

可从多种表面处理方式中进行选择,包括阳极氧化、电镀、粉末喷涂和喷漆。

我们的质量保证部门执行严格的质量保证流程。

Xometry 提供符合 ISO 2768(标准级、精细级)和 ISO 286(等级 8、7、6)的多种公差选项。

可在多种不同的金属板中进行选择,强度、导电性、重量、耐腐蚀性各异。
Xometry 可将部件配送到所有国家和地区。只需上传3D图纸,即可查看报价单和配送选项。
可定制铝合金
可定制钢合金
可定制钢合金











厚度不超过 4 毫米的薄板:1000×2000 毫米,1250×2500 毫米,1500×3000 mm
厚度超过 4 毫米的厚板:1500×3000 毫米,2000×3000 毫米,1500×6000 毫米
厚度不超过 4 毫米的薄板:1000×2000 毫米,1250×2500 毫米,1500×3000 mm
厚度超过 4 毫米的厚板:1500×3000 毫米,2000×3000 毫米,1500×6000 毫米
厚度不超过 4 毫米的薄板:1000×2000 毫米,1250×2500 毫米,1500×3000 mm
厚度超过 4 毫米的厚板:1500×3000 毫米,2000×3000 毫米,1500×6000 毫米
厚度不超过 4 毫米的薄板:1000×2000 毫米,1250×2500 毫米,1500×3000 mm
厚度超过 4 毫米的厚板:1500×3000 毫米,2000×3000 毫米,1500×6000 毫米
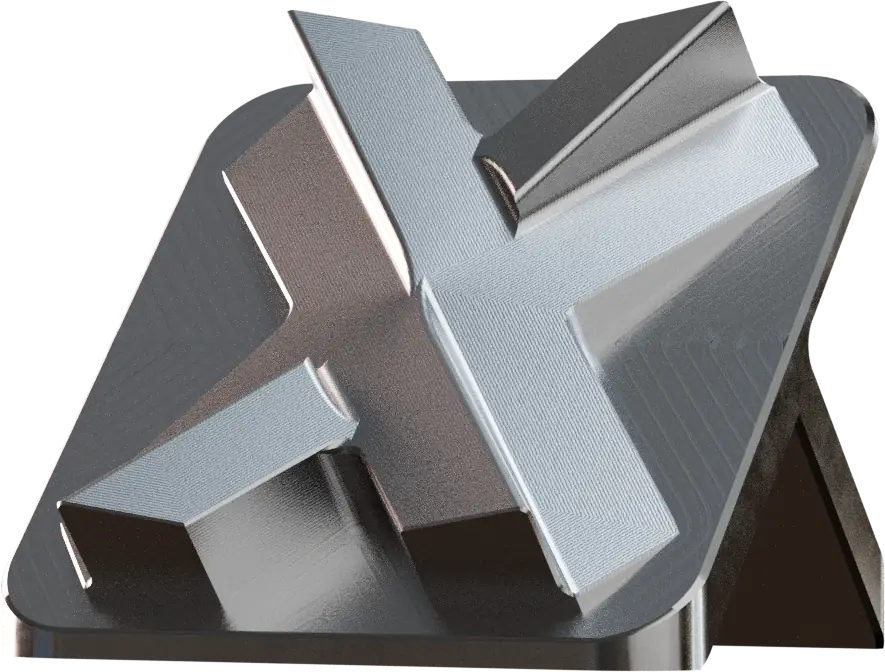
钣金加工是一种将金属平板(厚度通常在 0.15 毫米至 10 毫米之间)制成各种形状的部件和结构的工艺。此种工艺的常用材料是金属平板。钣金加工用于制作外壳、底座、支架、冲压件、卷曲物等物件。此种工艺还可用于装饰用途,例如在金属板上形成花纹。
可在我们的博客中了解更多有关钣金加工及其特点的信息。
钣金加工是一种将金属平板(厚度通常在 0.15 毫米至 10 毫米之间)制成各种形状的部件和结构的工艺. The stock materials...
继续阅读
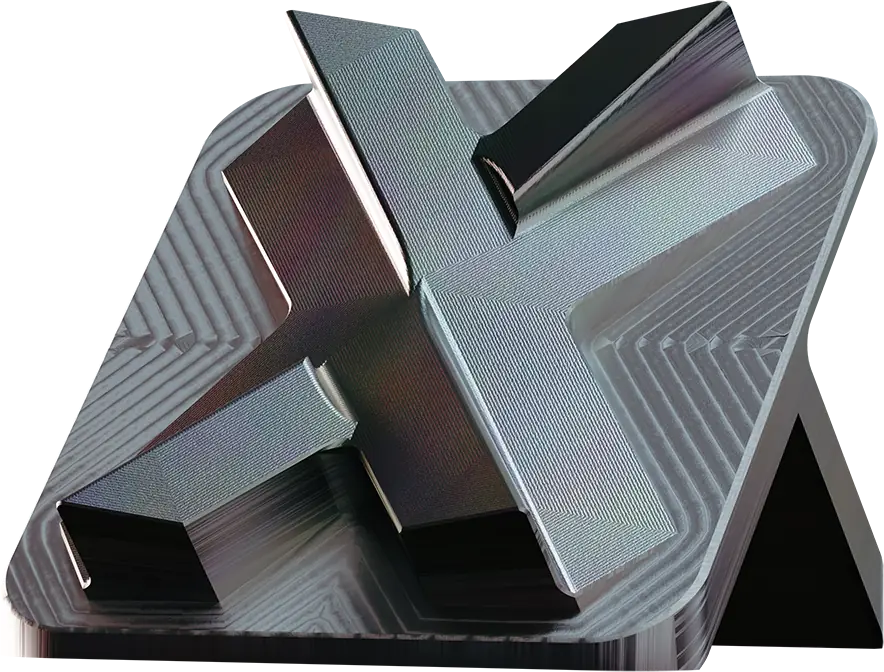
折弯是一种变形形式,也是钣金加工中的三种主要工艺之一;另两种工艺是切割和连接。折弯的方法是通过使用夹具或模具将工件保持在适当的位置并策略性地在工件的区域上施加力。施加的力必须超过材料的屈服强度,才能导致零件的塑性变形。此过程会在轴上产生v形、u形或槽形,从而创建新的零件几何图形。弯曲会改变形状,但工件的体积保持不变。 钣金弯曲的类型 金属板材弯曲有多种方法。它们是: 空气弯曲:这使用了两个模具;上模(也称为凸模)和底模。底模具有V形开口。凸模迫使金属薄片进入底模。空气弯曲不像其他方法那样精确。 触底:在这种方法中,通过凸模将金属薄片压到模具的表面上。然后,金属占据最终角度,与模具的角度相同。对于约3毫米厚的板材,v型模开口的最佳宽度是材料厚度的6倍,对于12毫米厚的板材,最佳宽度是材料厚度的12倍。 铸造:这类似于空气弯曲。然而,所使用的力通常是空气弯曲力的5至30倍。这给出了高得多的精度。 折叠:夹梁用于固定金属的较长边。梁可以自由上升,并围绕弯曲轮廓弯曲图纸。负和正弯曲角度都是可能的。 擦除:板材的长边被夹住,工具上下移动,围绕弯曲轮廓弯曲金属。擦拭相对比折叠更快,但具有更高的产生刮痕或损坏纸张的倾向。 旋转弯曲:上模由可自由旋转的圆柱体制成。弯曲的最终形状被切割成它,以及匹配的底模。当辊接触纸张时,其旋转。这一过程使板材弯曲。 啮合弯曲:...
继续阅读
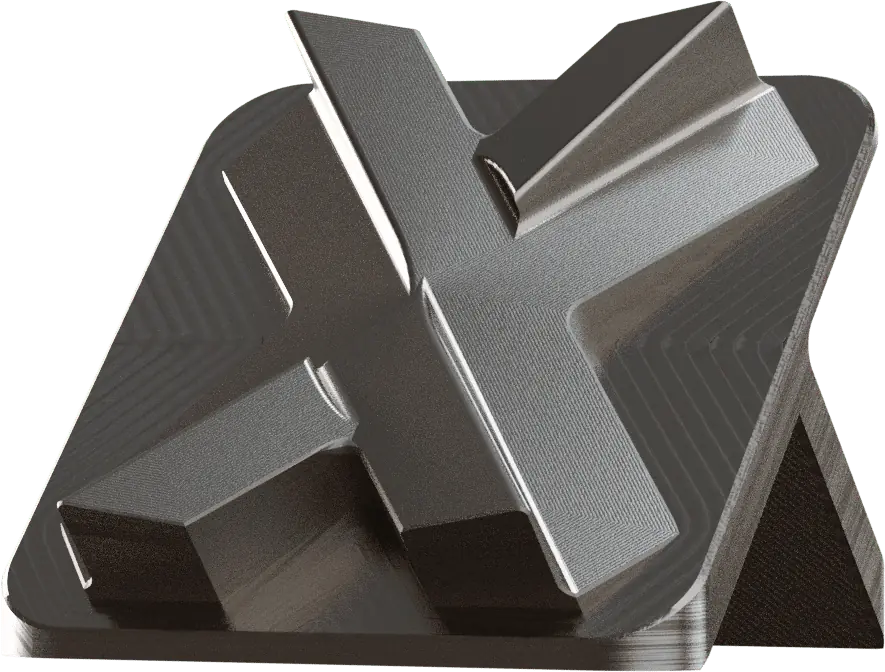
适用于 Xometry 择幂科技所有钣金加工的材料选择指南。在Xometry择幂科技的实时报价平台也可选择所有钣金加工材料: 材料类型材料铝EN...
继续阅读